МЫ РАБОТАЕМ!
8 (499) 110-45-53
Бесплатный для регионов
8 (800) 555-29-72
Обратный звонок
Напишите нам
Кромкофрезерная машина OMCA СМФ 910

123

|
|

|
|
|
|

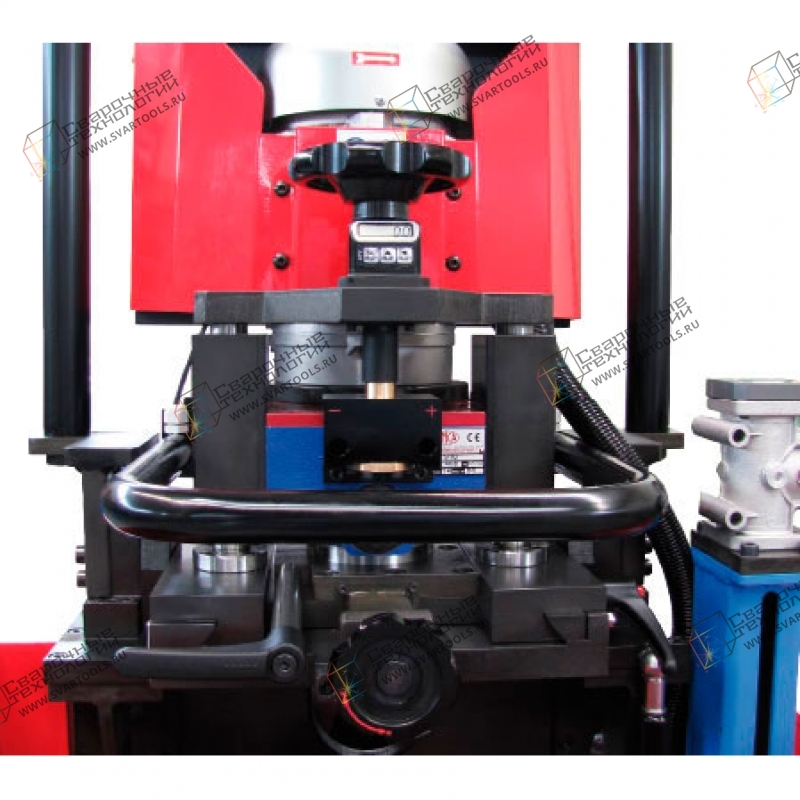
Специальный кромкофрезерный станок СМФ-910 для удаления плакировки и подготовки кромок двухслойных сталей под сварку с автоматической подачей
Машина для удаления плакирующих покрытий и снятия фаски с автоматической подачей. СМФ 910 - новая не имеющая аналогов на российском рынке машина для удаления плакирующих покрытий и снятия фаски.
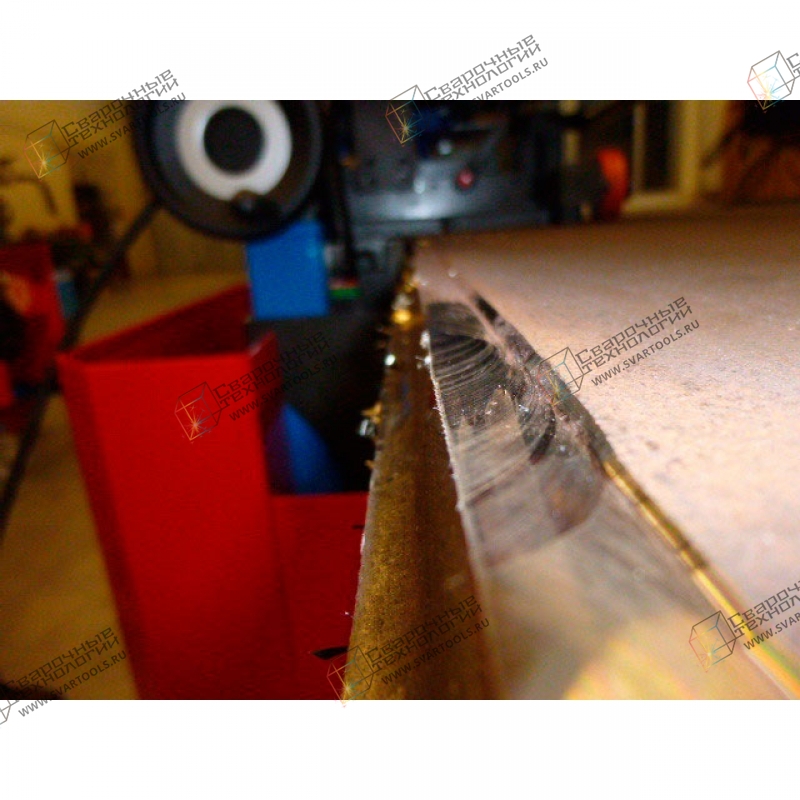
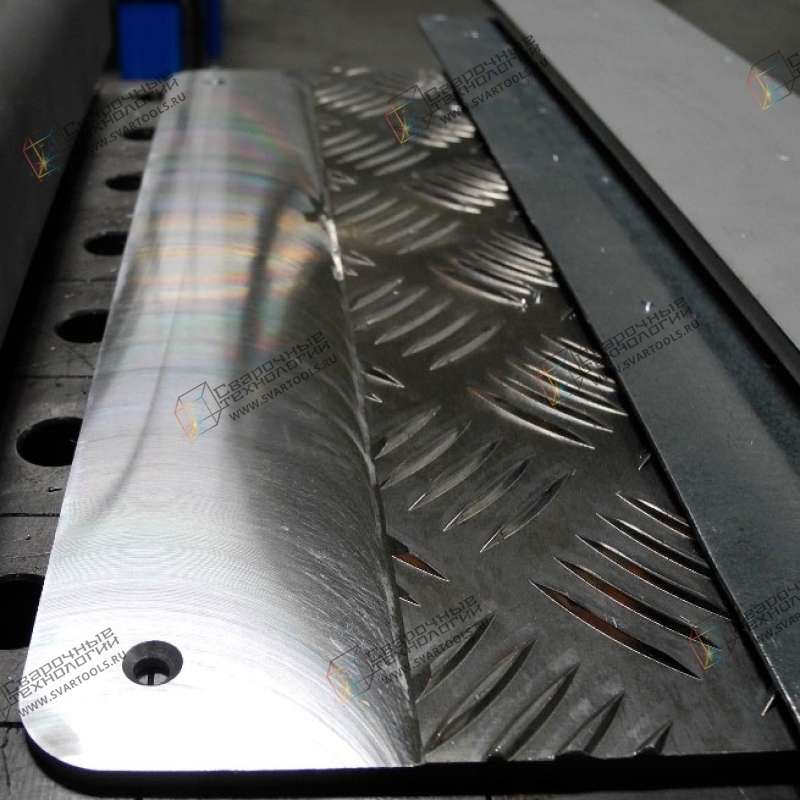
Обработка поверхностей производится фрезерованием, рабочий инструмент – фрезерная головка со сменными твердосплавными пластинами. Перед сваркой изделий из плакированных материалов зачастую требуется снятие плакирующего слоя. Для этой цели применяется машина СМФ 910, которая удаляет плакирующий слой и снимает фаску, тем самым подготавливает кромку под сварку.
Область применения машины СМФ 910 – удаление плакирующих покрытий с листов, используемых в:
 Производстве емкостей и резервуаров для химической, фармацевтической и нефтехимической промышленности
Производстве емкостей и резервуаров для химической, фармацевтической и нефтехимической промышленности- Судостроении
- Атомной промышленности
- Специальном машиностроении
Данный станок был спроектирован на колесной базе, и предпочтительнее его использовать в этой конфигурации. Станок можно свободно перемещать по обычному полу, характерному для цехов, благодаря поворотным колесам. Эта конструкция позволяет переместить станок в любое, удобное для вас место. Только в случае неровного пола, когда невозможно вращение колес используется грузоподъемное устройство
ПРИМЕРЫ ОБРАБОТКИ

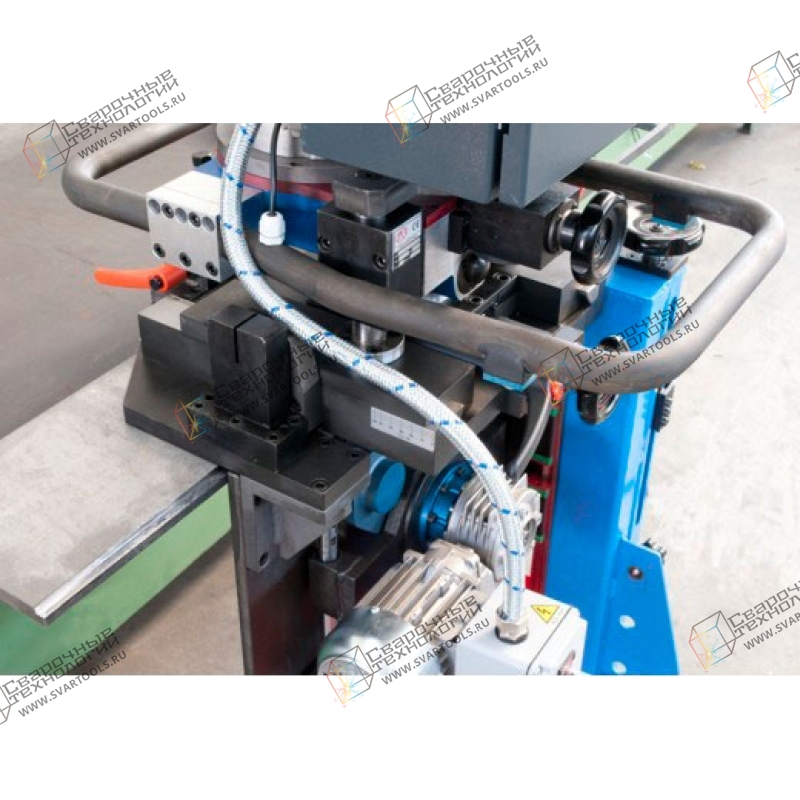
Станок оснащен фрезерной головкой со сменными твердосплавными пластинами Stellram. Узел автоматической подачи оснащен цифровым инвертором для установки оптимального режима работы. Регулировочные элементы имеют устройства цифровой визуализации. Механизированная подача имеет 4 полиуретановых ролика. Регулировка станка по 3 осям (X, Z, A)
| Конфигурация стандартной фрезы | Конфигурация фрез других типов (опция) |
 |
 |
ГЛУБИНА ОБРАБОТКИ

ПАРАМЕТРЫ ФАСКИ

СХЕМА ОБРАБОТКИ

- Несущая конструкция машины выполнена из стали и алюминия
- Рабочий стол из закаленной стали
- Механизированная подача с 4 полиуретановыми роликами
- Регулировка по 3 осям (X, Z, A)
- Колесная база с регулировкой по высоте, защитой от стружки, ящиком для сбора стружки и поворотными колесами с тормозами
- Возможность работы в условиях неровного пола
- Возможность работы без колесной базы
Основные характеристики
Двигатель
трёхфазный, 230/400 В, 4 кВт, 50/60 Гц
Макс. количество оборотов
750об/мин
Скорость обработки
0-1,2
Угол фаски
90°-75°
Максимальная ширина фаски
диагональ 58мм
Глубина фаски
15мм
Применение
сталь, нерж. сталь, чугун, алюминий, сплавы на основе титана, HARDOX и пр.
Толщина обрабатываемого листа
8-100мм
Габариты
с упаковкой 1100×1100×2000 мм
Вес
375кг
Задать вопрос cпециалисту
Напишите нам
|
Сварочные технологии, 2021
140180,
г. Жуковский,
ул. Праволинейная д. 33
Политика конфиденциальностиМЫ РАБОТАЕМ!
8 (499) 110-45-53
Бесплатный для регионов
8 (800) 555-29-72
Обратный звонок
Напишите нам
Мы в соц. сетях
    |
||